Industrial extraction systems
We provide industrial extraction and filtration solutions for many processes and airborne pollutants
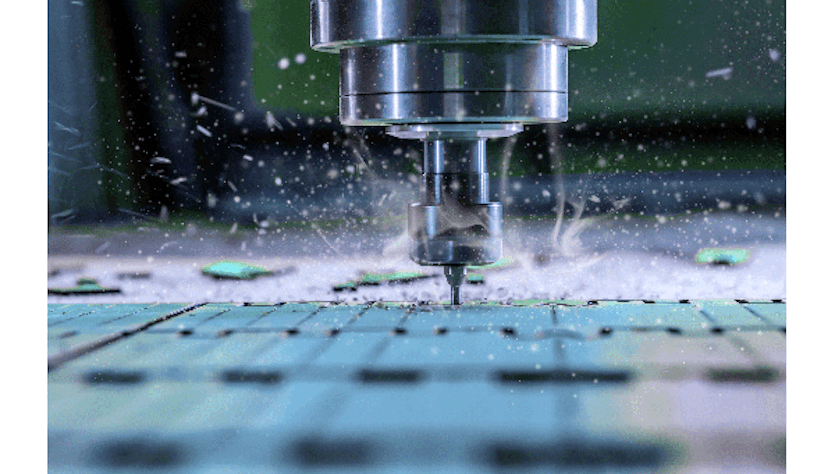
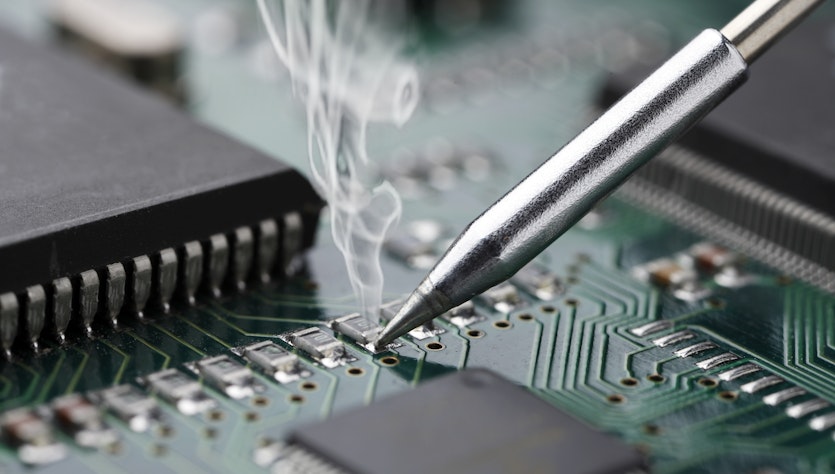
From “classic” dust and fume to “new emissions,” to workplace extraction or an all-in-one solution, to mobile or stationary equipment: ULT does not just provide industrial filtration equipment, but develops and manufactures top-notch extraction and filtration solutions for a wide range of production processes.
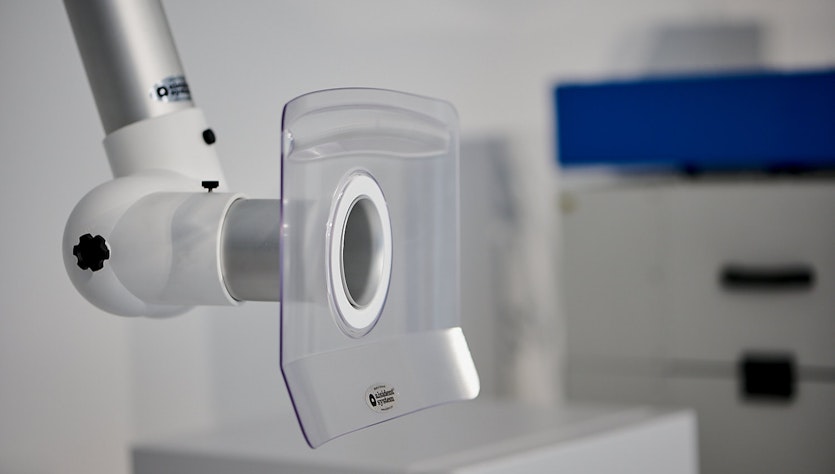
ULT systems are tiered according to capacity. Our compact and modular ventilation systems for workplace extraction form the basis for the vacuum and filtration technology appropriate for your application. If needed, this can be completed by engineering adaptations to your individual on-site circumstances.
Please select the emissions to be removed or the corresponding process




We're happy to help you!
We are happy to offer you further information about our extraction systems and the respective filtration technology. We can also configure your individual solution as requested or required.

